当社は、日本でも有数の鉄骨橋梁メーカーとして、あらゆる角度から技術研究や開発に日々取り組んでいます。
ロボット溶接における組立溶接方法が
初層欠陥に与える影響に関する調査 平成21年 6月
建築分野における鉄骨加工工場では突合せ溶接部を対象とした溶接ロボットによる自動溶接が多く導入されている。
ロボット溶接とはいえ内部欠陥が発生する場合もあり、ロボット溶接の欠陥は7割が組立溶接に起因する初層欠陥であると考えられる。
そこで、本調査は組立溶接に着目し、開先形状、溶接姿勢、溶接ワイヤの種類が、溶接欠陥の発生にどのように影響するのか確認することを目的として行った。

建築鉄骨の精度測定における課題と展望
素材と部材の寸法精度(日本建築学会) 平成24年 9月
形鋼(JIS-H および大臣認定コラム)精度と学会基準精度の相違点を整理し、大臣認定コラムについては現状精度を調査・分析した。
調査結果より、現状の問題点を提起するとともに今後の管理方法について日本建築学会に要望し、コラムの精度を織り込んだ「鉄骨精度測定指針」改訂版が出版されることに繋がった。

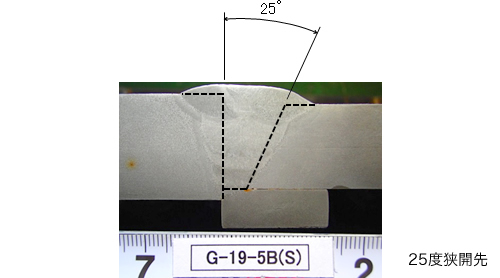
狭開先溶接におけるルート間隔が
溶接欠陥に与える影響に関する調査 平成25年 4月
近年、レ形開先の角度を小さくする手法が検討されている。狭開先の利点は、使用する溶接材料の減少、作業時間の短縮、入熱量や歪の低減、CO₂発生を抑制することなどがある。
一方、開先角度が小さくなることで、溶接初層にノズルが十分に届かない可能性が有り初層部に欠陥が発生することが危惧されている。
そこで本調査では、25度狭開先におけるルート間隔の違いが溶接欠陥に与える影響を調査した。
550N級円形鋼管 P-385B 材を用いた
ロボット溶接オペレーター技量付加試験 平成25年 8月
鉄骨工事における円形鋼管 P-385B 材を用いたロボット溶接オペレーター(円形鋼管継手溶接)の技量付加試験を行った。

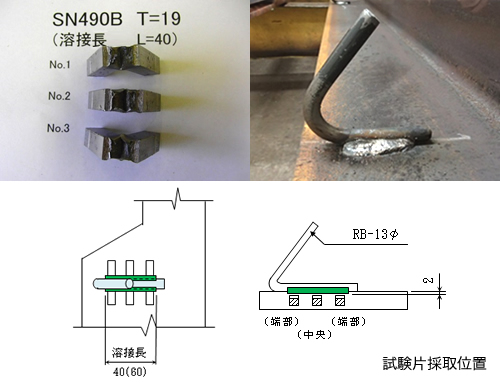
付属金物溶接が梁フランジの靱性値に
与える影響についての試験 平成25年 10月
塑性変形能力が必要とされる梁端拡幅部は、付属金物の溶接で母材の靱性低下が懸念される為、拡幅部から外れた位置に取付けることが良いと一般的に考えられている。
しかし、実際の施工において、付属金物を拡幅部内に取付けざるを得ない場合がある。
そこで付属金物(ネットフック)の溶接が梁フランジの靱性値に与える影響について調査を実施した。
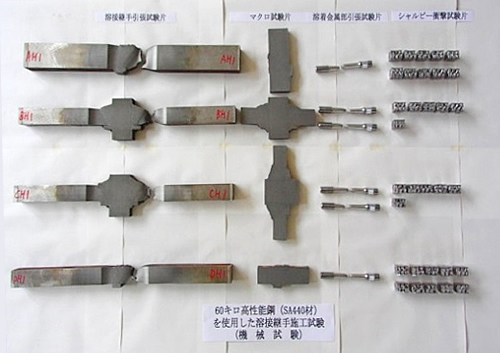
60キロ高強度鋼(SA440材)を使用した溶接継手施工試験平成26年 2月
60キロ高強度鋼(SA440材)を使用した溶接継手について試験体を製作し、
溶接部の健全性を確認するため、溶接継手施工試験を実施した。
建築構造用 590N/mm2鋼材のCO₂ガスシールドアーク溶接継手性能 下向き溶接 平成26年 6月
近年、溶接施工性を改善した建築構造用高性能590N/mm2 TMCP鋼材「HBL440」が開発され、高強度鋼材の施工性向上が期待されている。
本試験では、SA440 および HBL440 を同条件で施工し、それぞれの継手特性および差異について報告する。
| 試験体 | No.1 | No.2 | No.3 |
| 厚さ mm | 40 | ||
|---|---|---|---|
| 鋼種 | SA440B | HBL440B | |
| 予熱温度 ℃ | 60 | なし | |
| 溶接材料 | KC-60 | KC-65 | |
| パス間温度 ℃ | 250≧ | 350≧ | |
| 入熱 KJ/cm | 40≧ | ||
NO.3の試験体のみ高強度な溶接材料を選定しパス間温度350℃、入熱40KJ/cm以下に緩和して溶接効率を向上させたが溶接金属強度と靭性、溶接継手強度を確保することが出来た。(※図1参照)